139-2591-3620

139-2591-3620

佛山市晶菱玻璃机械有限公司
联系人:王先生
电话:0757-85507185
手机:13925913620
邮箱:837466960@qq.com
网址:www.fsjing-ling.com
地址:佛山市三水区白坭镇白金路(进港路口)白金工业区
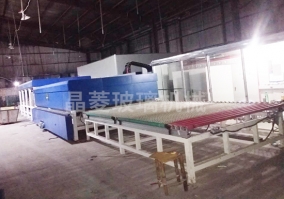
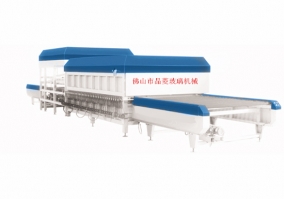
玻璃钢化炉陶瓷辊道变形是一个严重影响钢化玻璃质量和生产效率的问题。其变形原因复杂,通常是多种因素共同作用的结果。
以下是对陶瓷辊道变形原因的详细分析:
核心原因概述
陶瓷辊道变形的根本原因在于 “热” 和 “力” 的失衡。即在高温环境下,辊道所受的应力超过了其在该温度下所能承受的临界值,导致发生了塑性变形或蠕变。
一、 热工因素 (Thermal Factors) - 主要的原因
这是导致辊道变形直接、常见的原因。
炉温不均
横向温度不均:这是致命的原因。如果炉体左右或分区温度不一致,陶瓷辊道在长度方向上受热不均。温度高的一侧热膨胀更明显,导致辊道向低温侧弯曲,形成“弓形”变形。
纵向温度不均:加热段上、下部温度设置不合理或加热元件老化,导致上部温度远高于下部(或反之),会使辊道产生向上或向下的弯曲。
温度波动过大:生产工艺不稳定,炉温频繁大幅波动,使辊道处于反复的热胀冷缩循环中,加速材料疲劳和蠕变。
超温运行
为追求生产效率或加工厚玻璃,设置了过高的炉温,接近甚至超过了陶瓷辊道材料的极限使用温度(通常在620℃以上风险增大)。高温下陶瓷材料的抗弯强度和蠕变抗力急剧下降,在玻璃重量和传动拉力的作用下极易发生变形。
急冷急热
冷玻璃进炉:低温的玻璃板突然进入高温炉内,与玻璃接触的辊道局部区域温度骤降,产生巨大热应力。
停机冷却:设备故障或维护后,未遵循严格的升降温曲线,使辊道经历快速冷却或加热。
这种局部或整体的温度剧变会导致辊道内部产生裂纹,并在反复作用下导致变形。

二、 机械与负载因素
玻璃负载
过载:同时放入多片或超大、超厚的玻璃,超过了辊道在高温下的承载能力。
负载不均:长期只生产单一宽度的玻璃,导致辊道中间部分长期受压磨损,而两侧较少使用,形成“中间凹,两头凸”的变形。
集中负载:放置小块厚玻璃或玻璃堆放不整齐,导致局部点受力过大。
传动系统问题
辊道不同步:个别辊道因传动轴、齿轮或电机问题,转速与其它辊道不一致。快的辊道受到玻璃的阻力(被拖慢),慢的辊道受到玻璃的拉力(被拖快),这种额外的扭矩和拉力会促使辊道扭曲变形。
轴头卡死:辊道两端的金属轴头因缺少润滑或进入异物而转动不畅,导致该辊道扭矩异常增大,易发生扭转变形。
三、 材质与老化因素
辊道质量缺陷
陶瓷辊道本身材质不均、密度不够、烧结工艺不佳,导致其高温抗蠕变性能和热震稳定性不足。劣质辊道在正常工况下也容易过早变形。
自然老化与蠕变
即使工况理想,陶瓷辊道在长期高温和负载下也会发生缓慢的 “蠕变” ,即材料在应力作用下随时间缓慢发生塑性变形。这是材料的固有特性,使用时间越长,变形累积越明显。
四、 工艺与操作因素
不良操作习惯
在炉内高温时长时间停顿玻璃,导致玻璃下方的辊道局部持续受热而下沉。
用硬物撞击或划伤辊道表面,造成局部应力集中点。
污染与腐蚀
玻璃表面的Low-E膜层、釉料、杂质等在高温下会与陶瓷辊道发生化学反应,形成低共熔物,腐蚀辊道表面,改变其材料性能,降低其强度,从而在受力下更易变形。
 在线咨询
在线咨询